
In this approach, ceramic matrix is deposited from gas or liquid suspension onto fibers.

Chemical Vapor Impregnation (CVI)
It is a specialized form of CVD, used to impregnate large amounts of porous preform with a matrix material.
- It is commonly used to fabricate SiC/SiC and Si3N4/Si3N4 composites.
- The process involves the infiltration of reactant gases into a porous preform, followed by the deposition of a matrix material.
- It is of five types.
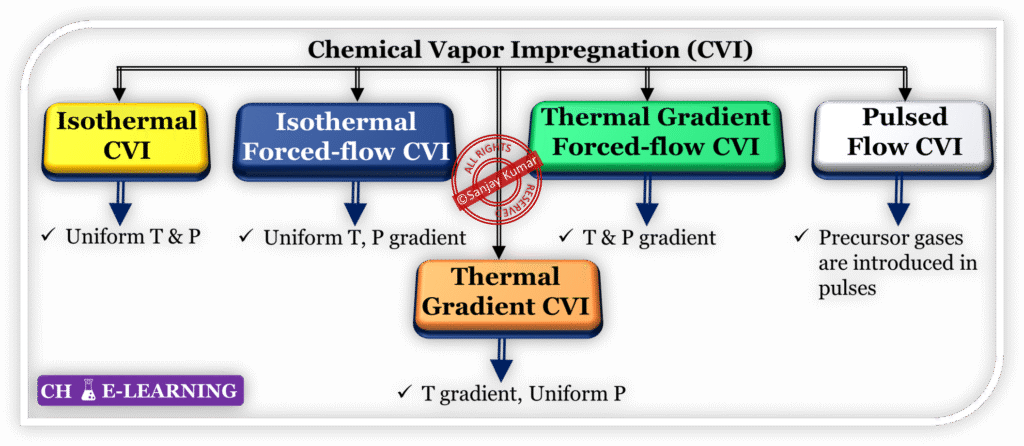
Isothermal CVI:
The preform is maintained at a uniform temperature and pressure during the process. The matrix deposition occurs through gas diffusion into the preform. It is a slow process.
Steps:
- Preform Preparation: A porous preform made of long continuous fibers (SiC long fibers) is prepared.
- The preform is placed in a CVI chamber. The chamber is kept at a uniform temperature and pressure.
- Precursor Gases: The precursor gases (methyl trichlorosilane + hydrogen) are introduced into the chamber at a uniform pressure (ensuring no pressure gradient within the chamber).
- The reactant gases diffuse slowly into an isothermal porous preform.
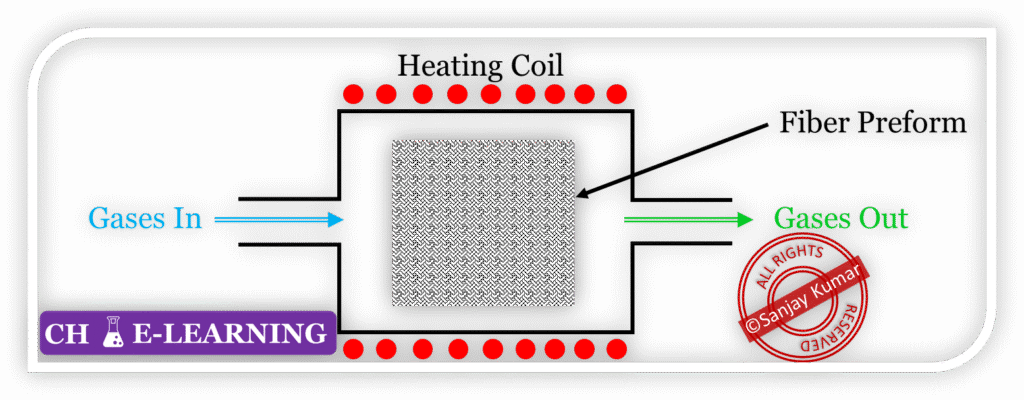
- Deposition Reaction: Upon reaching the fiber’s surface, the gases undergo a decomposition reaction (around 1200-1400 K) and form the matrix material (SiC).
\mathrm{CH_3Cl_3Si(g)\xrightarrow{H_2\left(carrier\;gas\right)}SiC(s)+3HCl(g)}
- The SiC deposits on the fiber surface and fills the pores in the preform, resulting in the formation of the composite material.
- Removal of Byproducts: The gaseous byproduct (HCl) diffuses out of the preform and is carried away by the carrier gas stream (H2).
Advantages::
- Uniform deposition: The temperature and pressure are constant throughout the preform, leading to uniform matrix deposition.
- High purity: Since there is no temperature gradient, the chemical reactions are uniform, leading to a high-purity matrix.
- Matrices of varied composition may be fabricated (SiC, C, Si3N4, BN, B4C).
- Ideal for complex shapes: The process can produce complex-shaped composites without the risk of thermal gradients affecting the structure.
Limitations::
- Slow process: The diffusion rate is slow, leading to longer processing times.
- Limited by diffusion: The effectiveness of the process is primarily governed by the diffusion of gases, which can limit the infiltration rate.
- Residual porosity: Due to the slow deposition rate, the final composite may have residual porosity (~10–15%).
Isothermal Forced-flow CVI:
The preform is kept at a uniform temperature and subjected to forced flow of the gas precursors (pressure gradient). The matrix deposition occurs by gas forced diffusion. It is a fast process.
Steps:
- Preform: A porous fiber preform is prepared and placed in a CVI chamber at a uniform elevated temperature.
- Precursor Gases: The precursor gases are introduced under a pressure gradient. This pressure difference between the inlet and outlet drives the diffusion of gas through the preform.
- Forced Infiltration: The reactant gases diffuse into an isothermal porous preform due to the forced flow.
- Deposition Reaction: As a result of the decomposition reaction, the ceramic matrix material deposits on the fiber’s surface. The rate of ceramic matrix deposition is higher due to the forced infiltration.
Advantages::
- Faster than pure diffusion-based (standard isothermal) CVI.
- More uniform infiltration across the preform cross-section.
- Improved densification of the matrix material.
Limitations::
- Requires precise control of gas pressure and flow rates.
- Some residual porosity may still remain.
- Slightly higher complexity in equipment compared to standard isothermal CVI.
Thermal Gradient CVI:
The preform is subjected to a temperature gradient, while the precursor gases are introduced at uniform pressure. The deposition reaction occurs primarily in the hot region.
Steps:
- Preform: A preform is placed in a graphite holder inside the CVI chamber.
- The bottom and sides of the holder are cooled using a water-cooled metallic gas distributor.
- The top part of the holder is exposed to a heating source, creating a steep vertical temperature gradient.
- Precursor Gases: The precursor gases (methyl trichlorosilane + hydrogen) are introduced into the chamber at a uniform pressure.
- Diffusion: The precursor gases diffuse from the cooler region (bottom) towards the hotter top region.
- The temperature gradient enhances the gas diffusion and directs deposition to the hot zone.
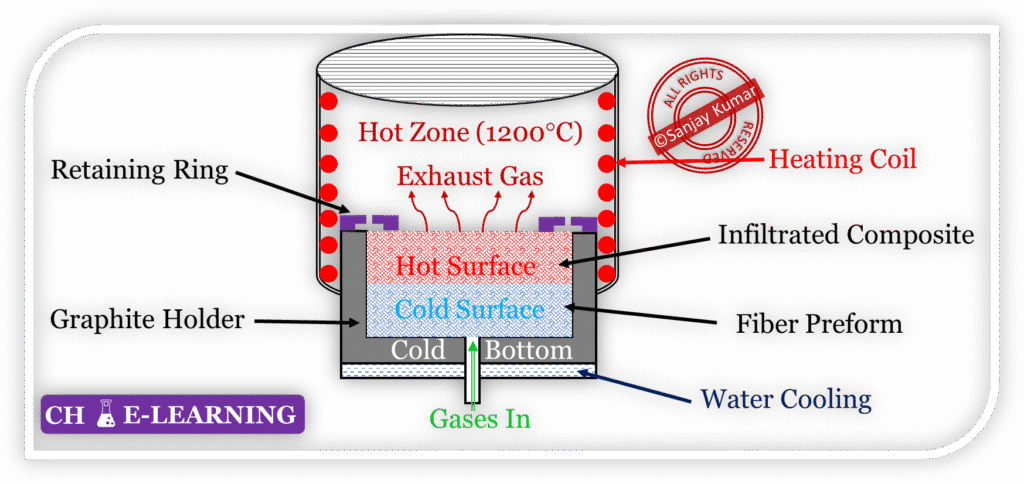
- Deposition Reaction: In the cool zones, the gases pass unreacted because of the low temperature.
- In the hot zone, the gases decompose and deposit on the fiber’s surface to form the matrix.
- Progressive Deposition: As deposition continues in the hot region, the preform density and thermal conductivity increase at the top. The hot zone gradually shifts downward, allowing continued infiltration into lower regions.
- Completion and Radial Gas Flow: Once the top portion becomes impermeable, the gases redirect radially and exit through the sides using retaining rings. This ensures continued matrix formation in the remaining volume.
- Byproduct Removal: Gaseous byproducts exit from the cooler zone or side vents.
Advantages::
- Faster than isothermal CVI due to enhanced diffusion from the thermal gradient.
- Enables controlled and progressive matrix deposition.
- Useful for thicker preforms due to the staged infiltration.
Limitations::
- Requires precise thermal management and temperature control.
- Residual porosity (~10–15%) may still remain.
- Equipment is more complex due to the gradient and venting design.
Thermal Gradient Forced-flow CVI:
This is an advanced CVI technique that combines the effect of both temperature and pressure gradient. It offers faster infiltration and uniform matrix formation compared to conventional methods.
Steps:
- Temperature Gradient: The preform is placed in a graphite holder inside the CVI chamber.
- The bottom and sides of holder are cooled using a water-cooled metallic gas distributor.
- The top part of the holder is exposed to a heating source, creating a steep vertical temperature gradient.
- Pressure Gradient: The precursor gases are introduced at a pressure gradient. Pressure gradient is determined by difference in inlet and outlet pressure.
- Enhanced Diffusion: The combined effect of pressure gradient and thermal gradient drives the gases deeper into the preform, enhancing infiltration.
- Deposition Reaction: At the hot region, gases decompose and deposits on the fibers surface. The deposition moves progressively as the hot zone gradually shifts downward.
- Byproduct Removal: Gaseous by product exit from the cooler zone or side vents.
Advantages::
- Faster densification compared to other CVI methods.
- Improved infiltration into thicker and denser preforms.
- Better matrix uniformity due to enhanced control of flow and temperature.
Challenges::
- Complex equipment design for maintaining both gradients.
- High cost due to temperature and pressure controls.
- Thermal management is critical to avoid uneven deposition or fiber damage.
Pulsed Flow CVI:
In this technique, the pressure of the precursor gas is rapidly varied in cycles. It enhances infiltration by allowing deeper penetration of reactant gases into the porous preform and helps in reducing porosity.
Steps:
- Preform: A porous preform is fabricated and placed inside the CVI chamber.
- Precursor Gases: The precursor gases are introduced into the chamber at normal pressure.
- Pulsed Pressure Cycling: The gas pressure is periodically increased and decreased in a controlled pulsed cycle.
- The high-pressure pulse drives the gases deeper into the porous preform.
- The low-pressure pulse allows the byproduct and unreacted gases to exit more easily.
- These pressure cycles are repeated multiple times to enhance infiltration and matrix formation.
- Matrix Deposition: During high-pressure pulses, precursor gases infiltrate the fine pores. Thermal decomposition occurs at elevated temperatures, leading to deposition of matrix material onto and between the fibers.
- The pulsed approach helps in filling finer pores more uniformly than constant pressure methods.
- Byproduct Removal: During low-pressure phases, byproducts and unreacted gases are removed, reducing clogging and improving densification.
Advantages::
- Improved infiltration into small pores and thick preforms.
- Reduced porosity compared to conventional CVI.
- Better gas exchange—facilitates escape of by-products and ingress of fresh precursors.
- Shorter processing time than isothermal CVI.
Limitations::
- Requires precise control of pressure cycling equipment.
- More complex chamber design and higher operational costs.
- Still relatively slower than melt infiltration methods.